Several common defects in the forging process of bearing rings
[Zhongyu Bearing Network] 2020/12/21 Author: Zhongyu Bearing Network
During the forging process of the bearing ring, due to defects in the bearing steel material, forging processing technology, processing equipment and human factors, such as ring cracks, overburning, dents, forging folding and wet cracking, these defects can cause bearing damage , It will affect the life of the bearing and cause the bearing to break up early. The following China Bearing Network (abbreviation: Huazhou Network) shares several common defects in the forging process of bearing rings, hoping to help you prevent them in advance.
1. Bearing forging cracks caused by raw material defects
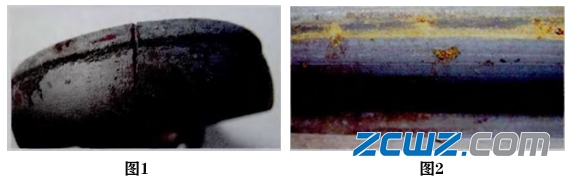
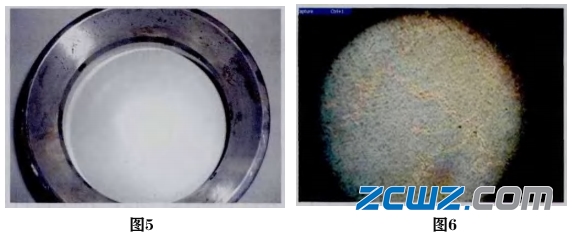
(1) The penetrating crack on the outer diameter of the bearing forging is shown in Figure 1. The cause of the crack is that there is a relatively obvious rolling crack on the surface of the bearing steel bar as shown in Figure 2. In forging, after pressing the bearing steel bar with surface cracks, the cracks further expand into the shape of Figure 1.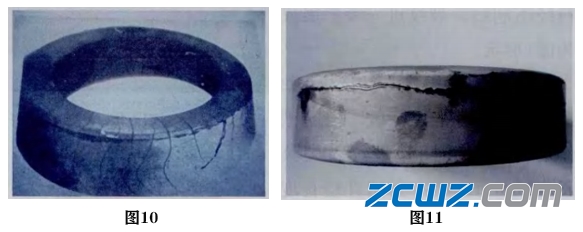
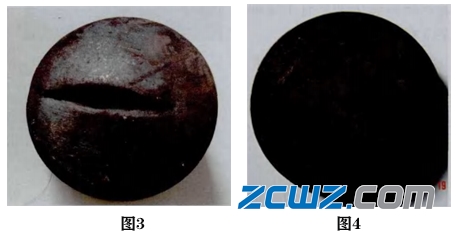
(2) The cracks in the core of the bearing forgings are shown in Figure 3. After the forgings are nested, there are obvious cracks in the core of the inner ring forgings. The length of the crack is 30mm, which accounts for about 3/4 of the length of the diameter of the ferrule, the largest part of the width is 5mm, and the depth is about 10mm. The main reason for this defect is that there are cracks in the core of the bearing steel bar. As shown in Figure 4, the core position of the bearing steel bar cut sample after hot pickling has a deep crack with a length of 10mm and a width of 1mm. It is penetrating. After the cracked material is put into production, the cracked material is further expanded into the shape of Figure 3 after forging.
(3) Measures are taken after the raw material of bearing steel enters the factory, and strictly inspected according to the inspection standard of bearing steel entering the factory to ensure that the qualified bearing steel is put into production and use.
2. Overburning of forgings
Figure 5 shows the distribution of fine holes on the surface of the bearing ring forgings after turning. The metallographic microstructure has been oxidized and burned, as shown in Figure 6. The main reason for this defect is that if the heating temperature of the bearing ring exceeds the upper limit specified by the process during forging, the holding time at this temperature is very long, causing the material to overheat, and in severe cases, it will overburn, causing the metal grain boundary to be oxidized and cracked. Angular cave. The surface of the forged ferrule is like orange peel, with small cracks and thick oxide scale distributed on it. Since the surface of the ferrule is covered with oxide scale after forging, it is generally not easy to find, and the overburning characteristics can be fully exposed after turning and grinding.
Measures taken: The bearing steel heating device is equipped with a three-way sorting mechanism, which can automatically sort underheated and overheated products. The underheated (less than 1050°C) workpieces are sorted by the three-way sorting device, which can be forged normally after being reheated to the allowable initial forging temperature; the overheated and burned (temperature exceeds 1150°C) workpieces cannot be reheated and put into use , Should be placed in a special covered red box for isolation, and clean up the scrap before shifting to ensure that the heating temperature is within the required range.
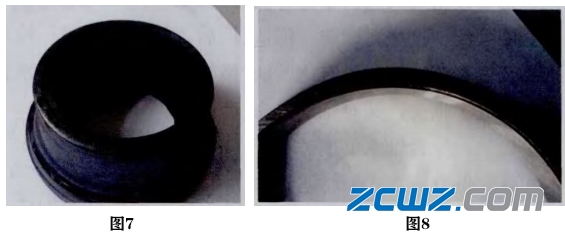
3. Forging and folding
When the ferrule forging is reamed and rolled, the plane concavity is too deep, which exceeds the grinding allowance, and then there will be long arc-shaped cracks on the plane when the finished product is reached. This defect is called forging folding, as shown in Figure 7, Figure 7. 8 shown. The reason is that the ferrule can be formed by the convection of two (or more) metal convections during the forging process; it can also be formed by the rapid and large flow of metal that brings the adjacent part of the surface metal to flow, and the two are formed by confluence; The deformed metal is formed by bending and reflowing; it can also be formed by partial deformation of a part of the metal and being pressed into another part of the metal. Folding is related to raw material and blank shape, mold design, forming process arrangement, lubrication and actual forging operation.
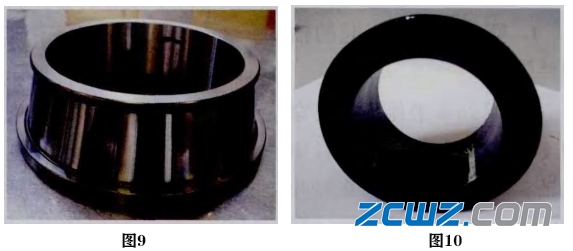
4. Forging depression
The inner diameter of the bearing ring forgings is concave, as shown in Figures 9 and 10, which causes the ring to produce burrs due to wear on the surface of the die during the forging and reaming process, resulting in grooves in the inner diameter of the ring contacting the die after reaming. After turning, this defect has a few deep dents that have not been completely eliminated.
Measures taken: Strictly control the life of the mold, and stipulate that the life of the mold should be changed in time to prevent defects caused by the wear of the mold.
5. Forging wet cracking
The outer diameter, end face, and chamfer of the bearing ring have obvious straight, diagonal, and dendritic cracks as shown in Figure 11 and Figure 12. There is obvious decarburization around the crack and the crack tail is relatively bald, which is called forging wet cracking. The reason is that after the forging and reaming of the ferrule was completed, the individual ferrule encountered water on the ground when it was still at a certain temperature, causing wet cracking.
Measures: Clean the cooling water drain at the reaming equipment before work every day to ensure that there is no water on the ground. Prevent the ferrule from falling into the water after reaming and causing wet cracks on the ferrule.
Post time: Aug-23-2021